Использование SAP Quality Management для операций по обработке давальческого материала
В этой статье описываются основные функциональные возможности, релевантные для операций обработки давальческого материала в процессе дискретного производства с использованием модулей управления материальными потоками (MM), производственного планирования (PP), управления качеством (QM) и финансов (Fl). Подробно рассматриваются основные параметры пользовательской настройки в системе с точки зрения финансов.
Ключевое понятие
В ходе обработки давальческого материала (subcontracting process) заявка на обработку давальческого материала, которую можно создать с помощью процесса планирования потребности в материалах (ППМ, [Material Requirements Planning — MRP]) или вручную от лица инициатора запроса, генерируется автоматически при деблокировании производственного заказа (purchase order — PO). Покупатель проверяет точность заявки и преобразует ее в заказ на поставку. Перед направлением поставщику заказ на поставку требует утверждения на основе предварительно заданных параметров. Использование отправленных компонентов регистрируется при получении готовых изделий с добавленной стоимостью. Поставщик отправляет счет-фактуру за оказанные услуги, которая оплачивается в рамках стандартного процесса оплаты.
Процесс обработки давальческого материала включает в себя отправку сырья поставщику для выполнения определенных производственных процессов и возвращения готовых изделий с добавленной стоимостью на склад. В данной статье рассматриваются основные операции по управлению качеством, включенные в процессы обработки давальческого материала, которые связаны с производственными операциями. В частности, речь пойдет об интеграции этого процесса с модулями управления материальными потоками (Materials Management — MM), производственного планирования (Production Planning — PP), управления качеством (Quality Management — QM) и финансов (Financial Accounting — Fl) с учетом следующих двух потоков:
- Оценка процессов обработки давальческого материала для конкретной операции с помощью функций модуля QM с видом контроля 0130 (контроль при поступлении материала из обработки на стороне) перед выполнением платежа подрядчику.
- Оценка производственных процессов с использованием функций модуля QM с видом контроля 04 (контроль поступления материала (ПМ, [Goods receipt — GR]) из производства) для проверки всех операций производства перед транспортировкой продуктов конечным клиентам.
В SAP-системе следует различать обработку на стороне и обработку давальческого материала, которая рассматривается в данной статье. Не все понимают разницу между этими двумя процессами. Рассмотрим наиболее важные различия между ними.
Обработка на стороне связана с производственными заказами или заказами ТОРО, которые выполняются на производственном участке. Этот процесс применим, когда организация отправляет материал на обработку по заказу стороннему подрядчику для выполнения тех работ, которые она не может произвести самостоятельно или для которых отсутствуют доступные мощности. Полученные компоненты обрабатываются на производственной площадке в рамках существующего заказа. Ключевой особенностью является то, что номер компонента не меняется, а стоимость сторонних работ учитывается в заказе.
Отличие обработки давальческого материала состоит в том, что происходит не просто передача операции стороннему подрядчику, а закупка нового компонента, в производстве которого использовались материалы покупателя. В этом процессе номер компонента может измениться. Затраты на обработку давальческих материалов относятся на номер компонента. При обработке давальческого материала используется спецификация (bill of material — BOM), в которой определяются необходимые внутренние компоненты.
Для обработки на стороне создается инфозапись закупки на уровне группы материалов с ключом сортировки, с помощью которого можно дифференцировать различные инфозаписи с одинаковой группой материалов. Эта инфозапись указывается в подробных данных закупок для операции маршрутизации. Затем при деблокировании заказа в системе создается заявка на сумму заказа в соответствии с данными инфозаписи. Компоненты не отпускаются по заказу на поставку, однако операции по производственному заказу/заказу ТОРО подтверждаются как обычно. Заказ на поставку принимается стандартным образом.
Обработка давальческого материала выполняется на уровне номера компонента, предоставляемого подрядчиком через планирование потребности в материалах (ППМ). В ракурсе ППМ-2 для компонента, который должен быть передан в обработку давальческого материала, определен код вида специальной заготовки 30 («Обработка давальческого материала»). Для комбинации номера компонента и поставщика необходимо создать инфозапись обработки давальческого материала. Затем процесс ППМ или деблокирования производственного заказа создаст заявку на обработку давальческого материала, которая будет преобразована в заказ на обработку давальческого материала.
Если для номера компонента давальческого материала существует спецификация, то для компонентов создаются резервирования. Для проводки движения с целью отпуска компонентов подрядчику доступна отдельная транзакция. Стандартный процесс поступления материала выполняется по заказу на обработку давальческого материала, в котором, в свою очередь, используется имеющийся у поставщика запас компонентов клиента.
Бизнес-операции в SAP-системе
Управление потоком транзакций для процесса обработки давальческого материала осуществляется в модулях заготовки, PP, MM, QM и Fl, как показано на рис. 1.
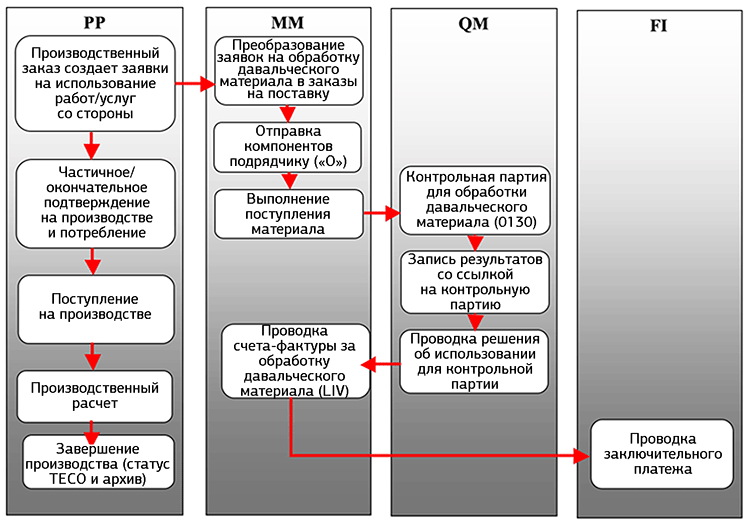
Рис. 1. Основные операции обработки давальческого материала в производстве
Примечание.
На рис. 1 аббревиатура TECO обозначает статус «Технически закрыто».
В этом процессе отдел закупок может создать заказ на закупку в MM со ссылкой на заявку, автоматически созданную на этапе деблокирования производственного заказа. Затем подрядчик получает компоненты как особый запас O и выполняет работы. После поступления материала со ссылкой на заказ на поставку через соответствующую контрольную партию инициируются операции управления качеством. Счет-фактура оплачивается только в том случае, если компания принимает качественные услуги.
В приведенном примере рассматриваются следующие бизнес-операции:
- Создание заявки после деблокирования производственного заказа.
- Создание заказа на поставку со ссылкой на заявку.
- Проводка отпуска материала для отгрузки продуктов подрядчику.
- Возврат материалов подрядчиком и проводка поступления материала со ссылкой на заказ на поставку.
- Инициирование создания контрольной партии.
- Проводка записи результатов.
- Проводка решения об использовании (РИ, [usage decision — UD]).
- Проводка контроля счетов логистики (Logistic Invoice Verification, LIV).
- Деблокирование контроля счетов (при необходимости).
- Проверка результата в истории заказа на поставку (дополнительный шаг).
- Платеж подрядчику.
Далее эти шаги в SAP-системе будут рассмотрены более подробно.
Ведение ракурса управления качеством для соответствующих материалов
Отдел контроля качества может выполнять ведение ракурса управления качеством соответствующих материалов с помощью кода транзакции MM01 или путем выбора «Меню SAP ▶ Логистика ▶ Управление качеством ▶ Планирование качества ▶ Основные данные логистики ▶ Материал ▶ Создать» (SAP Menu ▶ Logistics ▶ Quality Management ▶ Quality Planning ▶ Logistics Master Data ▶ Material ▶ Create). Откроется экран, показанный на рис. 2.
Рис. 2. Ракурс управления качеством (вид контроля для обработки на стороне 0130)
На вкладке «Управление качеством» (Quality management) на рис. 2 выполняется ведение вида контроля для обработки на стороне. Нажмите кнопку «Настройка проверки» (Insp. setup), чтобы открыть всплывающий экран, на котором вводятся значение 0130 в поле «Вид контроля» (Insp Type) и краткое описание («Контроль при поступлении материала из обработки на стороне»). Убедитесь в том, что информация по умолчанию соответствует бизнес-требованиям. Например, контроль должен осуществляться на основе технологической карты контроля.
Также требуется выполнять ведение вида контроля для проверки поступления материала из производства. На вкладке «Управление качеством» (Quality management) на рис. 3 введите значение 04 в поле «Вид контроля» (Insp Type) и краткое описание («Контроль поступления материала из производства»). Щелкните по пиктограмме «Продолжить» (Continue) с зеленой галочкой.
Рис. 3. Ракурс управления качеством (вид контроля для контроля поступления материала из производства)
Обратите внимание на возможность ведения большого объема данных путем пакетной обработки для вида контроля для материалов с помощью кода транзакции QA08 или путем выбора «Меню SAP ▶ Логистика ▶ Управление качеством ▶ Планирование качества ▶ Основные данные логистики ▶ Материал ▶ Настройка проверки» (SAP Menu ▶ Logistics ▶ Quality Management ▶ Quality Planning ▶ Logistics Master Data ▶ Material ▶ Inspection Setup).
Ведение ракурса планирования работ для соответствующих материалов
Производственный отдел может выполнять ведение ракурса планирования работ соответствующих материалов с помощью кода транзакции MM01 или путем выбора «Меню SAP ▶ Логистика ▶ Управление качеством ▶ Планирование качества ▶ Основные данные логистики ▶ Материал ▶ Создать» (SAP Menu ▶ Logistics ▶ Quality Management ▶ Quality Planning ▶ Logistics Master Data ▶ Material ▶ Create). Откроется экран, показанный на рис. 4.
Рис. 4. Вкладка «Планирование работ» (Work scheduling)
На вкладке «Планирование работ» (Work scheduling), показанной на рис. 4, выполняется ведение профиля планирования и, при необходимости, профиля серийного номера в полях «Профиль планирования» (Scheduling Profile) и «Профиль серийного номера» (Serial no. profile) соответственно. Без ракурса планирования работ производство продукта невозможно. С помощью профиля планирования определяется параллельное выполнение конкретных бизнес-операций в производственном заказе (например, одновременное создание и деблокирование заказа или деблокирование заказа и печать производственных документов). Также при необходимости можно установить флажок «Обязательное ведение партиями» (Batch Mgmt Rqt).
Как правило, при этом необходимо заполнить поле «Производственный склад» (Batch Mgmt Rqt), а в случае необходимости — поля в области «Данные допусков» (Tolerance data), чтобы указать процентные значения допусков для поступления материала. Нажмите значок сохранения  (не показан), чтобы сохранить данные.
(не показан), чтобы сохранить данные.
 Затем, после того как все остальные отделы выполнят ведение своих ракурсов, можно будет сохранить основную запись материала. Статус ведения материала можно увидеть с помощью транзакций для конечного пользователя или просмотра данных. Как правило, процесс управления основными данными выполняется централизованно и контролируется потоком операций, однако эти аспекты не рассматриваются в данной статье. В этом случае выводится информационное сообщение, показанное на рис. 4 и подтверждающее успешное создание материала.
Затем, после того как все остальные отделы выполнят ведение своих ракурсов, можно будет сохранить основную запись материала. Статус ведения материала можно увидеть с помощью транзакций для конечного пользователя или просмотра данных. Как правило, процесс управления основными данными выполняется централизованно и контролируется потоком операций, однако эти аспекты не рассматриваются в данной статье. В этом случае выводится информационное сообщение, показанное на рис. 4 и подтверждающее успешное создание материала.
Создание основного контрольного признака (MIC)
Отдел контроля качества может создать основной контрольный признак (Master Inspection Characteristic, MIC) с помощью кода транзакции QS21 или путем выбора «Меню SAP ▶ Логистика ▶ Управление качеством ▶ Планирование качества ▶ Основные данные ▶ Контрольный признак ▶ Создать» (SAP Menu ▶ Logistics ▶ Quality Management ▶ Quality Planning ▶ Basic Data ▶ Inspection Characteristic ▶ Create). Откроется экран, показанный на рис. 5.
Рис. 5. Основной контрольный признак (общий ракурс)
Введите код основного контрольного признака и код завода. Затем определите вид признака, в данном случае количественный (для оценки признака с количественной точки зрения), состояние, код языка и краткий текст. Сохраните данные, нажав значок сохранения.
При выборе опции «Количественные данные» (Quantitative Data), показанной на рис. 5, откроется экран, представленный на рис. 6. Здесь можно определить следующие основные опции для признака: «Десятичные разряды» (Decimal Places), «Единица измерения» (Msmt unit), «Нижняя граница» (Lower Limit), «Верхняя граница» (Upper Limit), «Целевое значение» (Target Value), «Верхняя граница правдоподобия» (UpPlaus. Lmt), «Нижняя граница правдоподобия» (LoPlaus. Lmit», «Количество классов» (Number of Classes), «Ширина класса» (Class width) и «Средняя точка класса» (Class midpoint). Ширина класса — это разница между верхней и нижней границами класса. Средняя точка класса — это среднее арифметическое значение границ класса (верхней и нижней). Граница правдоподобия предотвращает сохранение и обработку неверных и маловероятных значений.
Рис. 6. Количественные данные MIC
При нажатии кнопки «Управляющие индикаторы» (Control Indicators), показанной на рис. 5, откроется экран, представленный на рис. 7.
Рис. 7. Определение подробных данных на экране управляющих индикаторов MIC
На этом экране можно определить следующие данные:
- «Нижняя граница спецификации» (Lower specif. limit): при выборе этой опции необходимо ввести нижнюю границу спецификации для контрольного признака.
- «Верхняя граница спецификации» (Upper specif. limit): при выборе этой опции необходимо ввести верхнюю границу спецификации для контрольного признака.
- «Проверка целевого значения» (Check target value): если установлен индикатор «Верхняя граница спецификации» (Upper specif. limit) или «Нижняя граница спецификации» (Lower specif. limit), то система проверяет, находится ли целевое значение в пределах допустимого.
- «Метод выборочного контроля» (Sampling Procedure): при выборе этой опции процедуру выборочного контроля необходимо присвоить признаку в технологической карте.
- «Обязательный признак» (Required char.): при выборе этой опции необходимо проверить контрольный признак, то есть проводка решения об использовании возможна только после подтверждения результатов проверки для данного контрольного признака.
- «Запись по классам» (Classed Recording): при выборе этой опции результаты проверки для контрольного признака записываются в качестве значений по классам.
- «Регистрация дефектов» (Defects Recording): при выборе этой опции и отклонении контрольного признака в ходе регистрации результатов, функция регистрации дефектов для признака вызывается автоматически, а процедура регистрации может быть инициализирована пользователем или выполнена в фоновом режиме.
Щелкните по пиктограмме «Продолжить» (Continue). Откроется экран, показанный на рис. 8.
Рис. 8. Определение более подробных данных на экране управляющих индикаторов MIC
На этом экране можно определить следующие данные:
- «Фиксированный объем» (Fixed Scope): при выборе этой опции количество проверенных единиц должно соответствовать предварительно рассчитанному количеству единиц, подлежащему проверке для регистрации результатов.
- «Документ при отклонении» (Docu. if rejected): при выборе этой опции необходимо ввести дополнительный текст в случае отклонения признака в ходе регистрации результатов.
- «Документы изменений регистрации результатов» (RR change docs) — создание документов изменений в ходе регистрации результатов: при выборе этой опции для данного контрольного признака создаются документы изменений, когда результаты регистрируются на основе признаков.
- «Регистрация измеренных значений» (Record measured vals): при выборе этой опции измеренные значения для данного количественного признака должны быть проверены и подтверждены.
- «Печать» (Print): при выборе этой опции контрольный признак печатается в инструкции по проведению контроля качества.
Нажмите значок сохранения. Вы получите подтверждение о том, что признак был сохранен (рис. 9).

Рис. 9. Подтверждение MIC
Создание метода выборочного контроля
Отдел контроля качества может создать метод выборочного контроля с помощью кода транзакции QDV1 или путем выбора «Меню SAP ▶ Управление качеством ▶ Планирование качества ▶ Основные данные ▶ Выборочный контроль ▶ Метод выборочного контроля ▶ Создать» (SAP Menu ▶ Quality Management ▶ Quality Planning ▶ Basic Data ▶ Sampling ▶ Sampling Procedure ▶ Create) (рис. 10).
Рис. 10. Создание метода выборочного контроля
Введите описание метода выборочного контроля, поскольку на первом экране транзакции QDV1 был введен код метода выборочного контроля. Используется вид выборочного контроля «Фиксированный». В качестве режима оценки, определяющего правила подтверждения или отклонения признака или выборочной пробы, выбирается контроль по атрибутам с учетом дефектных единиц.
Нажмите кнопку «Выборочная проба» (Sample), чтобы открыть всплывающее окно «Фиксированная выборка, контроль по атрибутам» (Fixed Sample, Attributive), в котором можно определить размер выборочной пробы и номер приемки для ошибки. Затем сохраните данные, нажав значок сохранения. Появится информационное сообщение, показанное на рис. 10.
Создание технологической карты контроля
Отдел контроля качества может создать технологическую карту контроля с помощью кода транзакции QP01 или путем выбора «SAP Menu ▶ Логистика ▶ Управление качеством ▶ Планирование качества ▶ Планирование контроля ▶ Создать» (SAP Menu ▶ Logistics ▶ Quality Management ▶ Quality Planning ▶ Inspection Planning ▶ Create) (рис. 11).
Рис. 11. Создание технологической карты контроля для обработки давальческого материала (данные заголовка)
В данном примере используются две технологических карты контроля:
- Операции внешнего управления качеством посредством обработки давальческого материала (рис. с 11 по 15).
- Операции внутреннего управления качеством (рис. с 16 по 19).
На рис. 11 показаны данные основного заголовка технологической карты контроля, созданной для кода материала FG00000001 и завода 1010. В данном случае определяются технологическая карта контроля 53 «ПМ — внешние процессы», статус 4 — «Деблокировано (общий)», означающий возможность использования плана без дополнительных ограничений, группа плановиков, ответственная за планирование с использованием данной технологической карты контроля, и применимость размера партии. В данном случае карта действительна без ограничений.
Нажмите кнопку «Операции» (Operations), и на экране появятся данные, показанные на рис. 12.
Рис. 12. Создание технологической карты контроля для обработки давальческого материала (обзор операций)
Введите соответствующее рабочее место, код завода, управляющий ключ и описание операции.
Обратите внимание на то, что «Управляющий ключ» (Control Key) является критически важным полем, которое определяет ожидаемые или допустимые действия по конкретной операции. В данном примере управляющий ключ ZQM1 релевантен для операций по управлению качеством и обработки на стороне. Для получения дополнительной информации см. раздел «Операции пользовательской настройки».
Выберите операцию и нажмите кнопку «Inspection Characteristics» («Контрольные признаки»). На экране появятся данные, показанные на рис. 13.
Рис. 13. Создание технологической карты контроля для обработки давальческого материала (обзор признаков)
В папке «Выборочная проба» (Sample) определите метод выборочного контроля, создание которого было показано на рис. 10, в соответствии с Рис. 14.
Рис. 14. Создание технологической карты контроля для обработки давальческого материала
Примечание.
На рис. 14 «динамизация» означает, что в зависимости от результатов проверки уровень серьезности следующего этапа контроля может быть повышен или понижен.
Появится сообщение, показанное на рис. 15.

Рис. 15. Результат создания технологической карты контроля для обработки давальческого материала
На рис. 16 показаны данные основного заголовка технологической карты контроля, созданной для кода материала FG00000001, завода 1010 и счетчика групп 2. В данном случае определены технологическая карта контроля 5 — «Поступление материала» и статус 4 — «Деблокировано (общий)», означающий возможность использования плана без дополнительных ограничений. Кроме того, заданы группа плановиков, ответственная за планирование с использованием данной технологической карты контроля, рабочее место планирования и применимость размера партии. В данном случае карта применима вне зависимости от размера.
Рис. 16. Создание технологической карты контроля для внутренней операции контроля качества (данные заголовка)
Нажмите кнопку «Операции» (Operations). На экране появятся данные, показанные на рис. 17. Введите код завода, управляющий ключ, описание операции и ее продолжительность, указав рабочее время, время наладки и машинное время.
Рис. 17. Создание технологической карты контроля для внутренней операции контроля качества (обзор операций)
Выберите операцию и нажмите кнопку «Inspection Characteristics» («Контрольные признаки»). Появится экран, показанный на рис. 18. Укажите вид оцениваемого признака (в данном примере — количественный), описание и метод выборочного контроля, создание которого показано на рис. 10.
Рис. 18. Создание технологической карты контроля для внутренней операции контроля качества (операция признака)
На экране появится подтверждение создания группы планирования (рис. 19).

Рис. 19. Сохранение технологической карты контроля для внутренней операции контроля качества
Создание спецификации
Отдел производственного планирования может создать спецификацию с помощью кода транзакции CS01 или путем выбора «Меню SAP ▶ Логистика ▶ Производство ▶ Основные данные ▶ Спецификации ▶ Спецификация ▶ Спецификация материала ▶ Создать» (SAP Menu ▶ Logistics ▶ Production ▶ Master Data ▶ Bills of Material ▶ Bill of Material ▶ Material BOM ▶ Create). На рис. 20 показана спецификация, использованная в данном примере. В данном случае отдел контроля качества может использовать код транзакции CS03 и отображать компоненты и связанное количество производственной спецификации для произведенных изделий с номером FG00000001.
Рис. 20. Просмотр позиций спецификации
Создание инфозаписи закупки
Отдел закупок может создать инфозапись закупки с помощью кода транзакции ME11 или путем выбора «Меню SAP ▶ Логистика ▶ Управление материальными потоками ▶ Закупки ▶ Основные данные ▶ Инфозапись ▶ Создать» (SAP Menu ▶ Logistics ▶ Materials Management ▶ Purchasing ▶ Master Data ▶ Info Record ▶ Create). Откроется экран, показанный на рис. 21.
Рис. 21. Создание инфозаписи закупки
Отдел закупок определяет подробные данные логистики и цены для комбинации поставщика (подрядчика), группы материалов, закупочной организации и завода. Сохраните документ, нажав значок сохранения. Во всплывающем окне появится информационное сообщение, показанное на рис. 21.
Обратите внимание: необходимо выбрать инфокатегорию «Обработка давальческого материала». Поле «Инфокатегория» (Info Category) на рис. 21 отсутствует, поскольку оно выбирается на первом экране транзакции ME11.
Оформите подписку sappro и получите полный доступ к материалам SAPPRO
Оформить подпискуУ вас уже есть подписка?
Войти